 ENG
ENG 
1. Rolü ve uygulaması PVC enjeksiyon kalıplama makinesi
Plastik işleme endüstrisinin temel ekipmanı olan PVC enjeksiyon makinesi, günümüzün endüstriyel üretim alanında hayati bir rol oynamaktadır. Çok yönlü, uygun maliyetli ve dayanıklı bir termoplastik malzeme olan polivinil klorür (PVC), enjeksiyon kalıplama işlemiyle inşaat, medikal, otomobil ve tüketim malları gibi birçok alanda yaygın olarak kullanılmaktadır.

PVC enjeksiyon kalıplama makinesi, plastik işleme endüstrisinde yeri doldurulamaz bir konuma sahip olan polivinil klorür malzemelerinin işlenmesi için özel olarak kullanılan özel bir enjeksiyon kalıplama ekipmanıdır. Endüstri veri istatistiklerine göre, dünyadaki plastik enjeksiyon kalıplama üretiminin yaklaşık %23'ü PVC malzemeleri içermektedir, özellikle inşaat boruları, tıbbi ekipman ve tel ve kablo alanlarında, PVC enjeksiyon kalıplama makinelerinin uygulama oranı %60'ın üzerindedir. Bu geniş uygulamanın arkasında, PVC malzemelerin benzersiz performans avantajları ve enjeksiyonlu kalıplama işleminin verimli kombinasyonu bulunmaktadır.
PVC enjeksiyon kalıplama makinesinin ana işlevi, hammaddeleri üç ana aşamada hassas boyut ve işlevsel özelliklere sahip plastik ürünlere dönüştürmektir: ısıtmalı plastikleştirme, yüksek basınçlı enjeksiyon ve kalıplama. Genel enjeksiyonlu kalıplama makineleriyle karşılaştırıldığında, PVC enjeksiyonlu kalıplama makineleri, PVC malzemelerin özelliklerine göre optimize edilmiştir ve zayıf termal stabilite, yüksek erime viskozitesi ve kolay ayrışma gibi PVC işlemedeki teknik zorlukların etkili bir şekilde üstesinden gelebilir. İnşaat sektöründe PVC enjeksiyon makineleriyle üretilen boru bağlantı parçaları, birleşim yerleri ve kapı ve pencere aksesuarları mükemmel hava koşullarına ve kimyasal stabiliteye sahiptir; Tıbbi alanda, PVC enjeksiyonlu kalıplamayla kalıplanan infüzyon torbaları ve kateterler gibi ürünler, katı biyouyumluluk gereksinimlerini karşılar.
Endüstriyel zincir açısından bakıldığında PVC enjeksiyon makineleri, hammadde ve terminal uygulamaları arasında orta halkada yer alır ve teknik düzeyleri, nihai ürünün kalitesini ve üretim maliyetini doğrudan etkiler. Nitelikli bir PVC enjeksiyon makinesi genellikle enjeksiyon sistemi, kalıp sıkma sistemi, hidrolik sistem, kontrol sistemi ve sıcaklık kontrol sistemi gibi temel bileşenlerden oluşur. Bu sistemlerin koordineli çalışması, PVC malzemelerin kalıplama işlemini en uygun koşullarda tamamlayabilmesini sağlar. Çevre koruma gerekliliklerinin gelişmesi ve tıbbi ihtiyaçların artmasıyla birlikte PVC enjeksiyon kalıplama makineleri daha hassas, enerji tasarrufu sağlayan ve akıllı bir yönde gelişiyor.
PVC enjeksiyonlu kalıplama makinelerinin sektöre özgü özellikleri, aynı zamanda malzeme formülasyonlarına uyarlanabilirliklerine de yansır. PVC, katkı maddeleri ile özellikleri ayarlanabilen bir plastik olarak iki kategoriye ayrılır: sert PVC (RPVC) ve esnek PVC (FPVC). Sert PVC, yüksek mukavemet ve sertliğe sahiptir ve sıklıkla yapı malzemelerinde kullanılır; esnek PVC ise plastikleştiricilerin eklenmesiyle yumuşak ve elastik hale gelir ve tıbbi borular gibi ürünler için uygundur. PVC enjeksiyon kalıplama makinelerinin bu iki önemli ölçüde farklı malzeme türünü işleyebilmesi gerekir; bu da ekipmanın daha geniş bir proses penceresine ve daha esnek parametre ayarlama yeteneklerine sahip olmasını gerektirir. Aynı zamanda, giderek katılaşan çevresel düzenlemelerle birlikte, kurşunsuz stabilizatörlerin ve yeni çevre dostu plastikleştiricilerin uygulanması, PVC enjeksiyon kalıplama makineleri için yeni teknik gereksinimleri de ortaya çıkardı.
Ekonomik faydalar açısından PVC enjeksiyon makineleri üreticilere son derece rekabetçi üretim çözümleri sunmaktadır. Metal işleme veya diğer plastik kalıplama işlemleriyle karşılaştırıldığında PVC enjeksiyon kalıplama, kısa çevrim, yüksek malzeme kullanımı ve düşük iş gücü talebi gibi avantajlara sahiptir; bu da özellikle büyük ölçekli standart ürünlerin üretimi için uygundur. İnşaat sektöründeki PVC boru bağlantı parçalarını örnek alırsak, orta büyüklükteki bir PVC enjeksiyon makinesinin günlük üretim kapasitesi 5.000-8.000 parçaya ulaşabiliyor ve ürün ağırlık hatası ±%0,5 oranında kontrol edilebiliyor. Bu doğruluk ve verimliliğin diğer işlemlerle elde edilmesi zordur. Ek olarak, PVC enjeksiyon kalıplama makineleri aynı zamanda uzun kalıp ömrü (genellikle 500.000 ila 1 milyon kata kadar) ve nispeten düşük enerji tüketimi (metal döküme kıyasla yaklaşık %40 enerji tasarrufu) özelliklerine de sahiptir ve bu da üretim maliyetlerini daha da azaltır.
"Plastik çeliğin yerini alma" eğiliminin sürekli gelişmesiyle birlikte, PVC enjeksiyon kalıplama makinelerinin önemi daha da vurgulanacaktır. Özellikle hafiflik, korozyon direnci ve maliyet kontrolüne yönelik uygulama alanında, PVC enjeksiyon kalıplama ürünleri sürekli olarak geleneksel malzemelerin yerini almaktadır. Bu dönüşümü başarmanın temel ekipmanı olan PVC enjeksiyon kalıplama makinelerinin teknolojik yenilikleri ve pazar genişlemesi, sektörün dikkatini çekmeye devam edecek.
2. PVC enjeksiyon makinelerinin çalışma prensibi ve proses akışı
PVC enjeksiyon makinelerinin çalışma prensibi termoplastiklerin kalıplama özelliklerine dayanmaktadır. Sıcaklık, basınç, hız gibi parametreler hassas bir şekilde kontrol edilerek PVC hammaddeleri istenilen şekildeki ürünlere dönüştürülür. Bu süreç, karmaşık ve hassas bir işleme sistemi oluşturmak için makine mühendisliği, malzeme bilimi ve otomatik kontrol gibi çok disiplinli teknolojileri birleştirir. PVC enjeksiyon kalıplama makinelerinin çalışma prensibini anlamak, üretim süreçlerini optimize etmek ve ürün kalitesini artırmak için çok önemlidir.
Sistem bileşimi ve işlevi
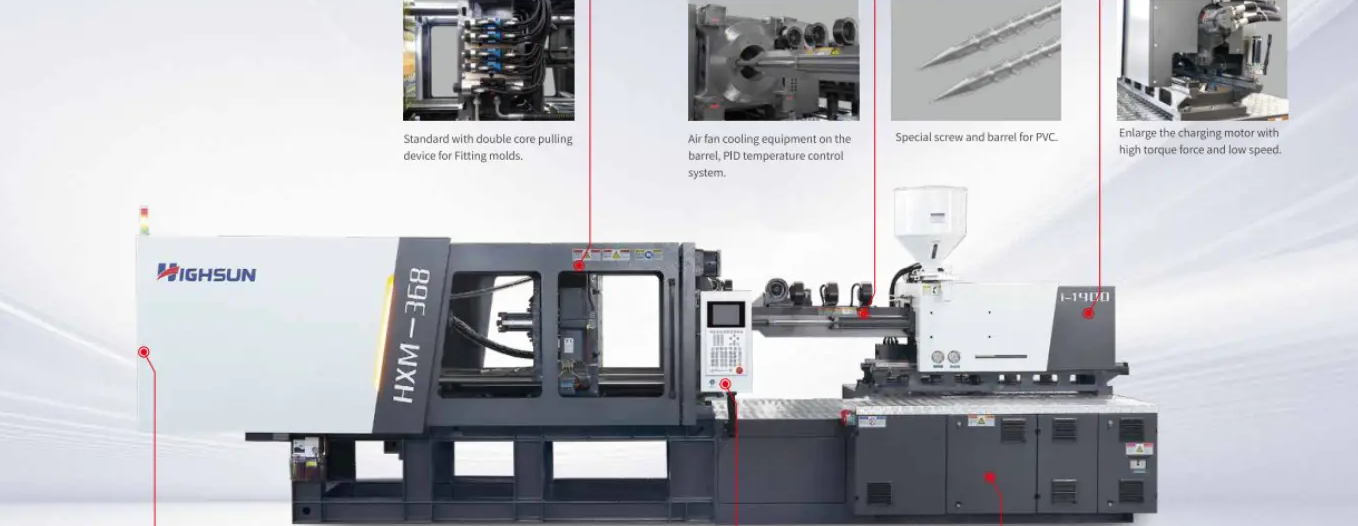
PVC enjeksiyon kalıplama makinesi esas olarak beş sistemden oluşur: enjeksiyon sistemi, sıkma sistemi, hidrolik sistem, kontrol sistemi ve sıcaklık kontrol sistemi. Enjeksiyon sistemi PVC malzemelerin plastikleştirilmesinden ve enjeksiyonundan sorumludur. Ekipmanın temel parçasıdır ve hazne, namlu, vida ve nozül gibi temel bileşenleri içerir. Genel enjeksiyonlu kalıplama makinelerinin aksine, PVC enjeksiyonlu kalıplama makinesinin vidası genellikle küçük bir uzunluk-çap oranına (L/D) (genellikle 18:1 ile 22:1 arasında) ve düşük sıkıştırma oranına (yaklaşık 1,8-2,5) sahip, ısıya duyarlı PVC malzemelerine kesme ısısı girdisini azaltan özel bir tasarıma sahiptir. Kenetleme sistemi, kalıplama işlemi sırasında kalıbın eriyik basıncı nedeniyle açılmamasını sağlamak için kalıp açma-kapama ve kenetleme kuvveti sağlar. Yapısal formları arasında geçiş tipi, hidrolik tip ve elektrik tipi bulunur. Hidrolik sistem tüm makineye güç sağlar ve her bir aktüatörün hareketini kontrol eder; kontrol sistemi parametre ayarı, program kontrolü ve proses izlemeden sorumludur; sıcaklık kontrol sistemi, PVC gibi ısıya duyarlı malzemeler için özellikle önemli olan tambur ve kalıbın sıcaklığını hassas bir şekilde korur.
Çalışma döngüsü analizi
PVC enjeksiyon kalıplama döngüsel bir süreçtir ve her döngü bir dizi düzenli eylem içerir. Endüstri standartlarına göre tam bir çalışma döngüsü aşağıdaki aşamalardan oluşur: kalıp kapatma → enjeksiyon → basınç tutma → soğutma → plastikleştirme → kalıp açma → ürünlerin çıkarılması.
Kalıp kapatma aşamasında kalıp yüksek basınç altında kapatılır ve sıkma kuvveti, ürün projeksiyon alanına ve enjeksiyon basıncına göre genellikle 30-80MPa olarak hesaplanır. Enjeksiyon aşamasında vida ileri doğru hareket ederek kovanın ön ucundaki erimiş PVC'yi yüksek basınçta (genellikle 80-180MPa) ve yüksek hızda kalıp boşluğuna enjekte eder. Bu işlem birkaç saniye sürer ve karmaşık ürün yapılarına uyum sağlamak için enjeksiyon hızı bölümler halinde kontrol edilebilir. Soğuma büzülmesinden dolayı azalan malzemeyi yenilemek için basınç tutma aşamasında belirli bir basıncı korumak, ürünün boyutsal doğruluğu ve yüzey kalitesi açısından çok önemlidir. Soğutma aşaması, ürünün kalıpta katılaşmasına olanak tanır ve süre, duvar kalınlığına ve soğutma verimliliğine bağlıdır. Plastikleştirme aşamasında vida, bir sonraki döngüye hazırlanmak için yeni malzemeyi ileri taşımak ve eritmek için döner ve aynı anda ayarlanan konuma geri çekilir. Son olarak kalıp açılır ve çıkarma mekanizması, bir döngüyü tamamlamak için ürünü kalıptan çıkarır.
Tablo: PVC enjeksiyonlu kalıplama için tipik proses parametre aralıkları
| Parametre kategorisi | Sert PVC (RPVC) | Yumuşak PVC (FPVC) | Temel etki |
| Namlu sıcaklığı(°C) | 160-190 | 150-180 | Eriyik akışkanlığı, termal ayrışma riski |
| Kalıp sıcaklığı (°C) | 30-50 | 20-40 | Soğutma hızı, yüzey parlaklığı |
| Enjeksiyon basıncı (MPa) | 80-150 | 70-130 | Kalıp doldurma bütünlüğü, iç stres |
| Tutma basıncı (MPa) | 40-80 | 30-60
| Büzülme, boyutsal doğruluk |
| Vida hızı (rpm) |
30-70 | 25-60
| Plastikleştirme kalitesi, kesme ısısı |
| Geri basınç (MPa) | 3-10 | 2-8 | Eriyik yoğunluğu, plastikleştirme verimliliği |
- PVC İşlemenin Özellikleri
PVC enjeksiyon kalıplama, PP ve PE gibi genel plastiklerle karşılaştırıldığında, esas olarak PVC'nin malzeme özelliklerinden kaynaklanan önemli proses farklılıklarına sahiptir. PVC'nin termal stabilitesi zayıftır ve yüksek sıcaklıklarda kolayca hidrojen klorür (HCl) açığa çıkaracak şekilde ayrışabilir. Bu nedenle, işlem sıcaklığı penceresi dardır ve genellikle 150-190°C aralığında kontrol edilir; bu, teorik bozunma sıcaklığından (yaklaşık 210°C) çok daha düşüktür. Bu zorluğun üstesinden gelmek için PVC enjeksiyon kalıplama makineleri genellikle ±1°C'ye kadar bölge sıcaklık kontrol doğruluğuna sahip daha hassas sıcaklık kontrol sistemleriyle ve kesme ısınmasını azaltmak için özel bir vida tasarımıyla donatılır. Aynı zamanda, PVC eriyiği yüksek viskoziteye ve zayıf akış özelliklerine sahiptir; kalıbı tamamen doldurmak için daha yüksek enjeksiyon basıncı (genellikle PP'den %20-30 daha yüksek) gerektirir. Ayrıca PVC formüllerindeki stabilizatörler ve yağlayıcılar gibi katkı maddeleri de haznede tortular oluşturabilir, dolayısıyla PVC enjeksiyon kalıplama makineleri daha sık temizlik ve bakım gerektirir.
- Plastikleştirme ve Enjeksiyon Prensipleri
PVC'nin plastikleştirme süreci karmaşık bir fiziksel durum dönüşümü sürecidir. Katı PVC parçacıkları hazneden hazneye girdikten sonra, ısıtma ve kesme altında camsı durumdan, yüksek elastik durumdan viskoz akış durumuna geçişe uğrarlar. Vidanın dönüşü malzemeyi ileri taşımak için bir sürükleme akışı oluştururken, kesme hareketi ve harici ısıtma PVC'yi yavaş yavaş eritir. PVC polar bir malzeme olduğundan erime davranışı PE gibi polar olmayan plastiklerden farklıdır ve daha yüksek enerji girdisi gerektirir. Plastikleştirmenin sonunda erimiş PVC vidanın ön ucunda birikir ve vidayı ayarlanan konuma geri iter. Enjeksiyon aşamasında vida bir pistona dönüştürülür ve hidrolik silindirin itmesiyle eriyik sabit bir hızda veya parçalı hızda kalıp boşluğuna enjekte edilir. PVC eriyiğinin kalıp boşluğundaki akış davranışı kalıp sıcaklığından, yolluk tasarımından ve enjeksiyon parametrelerinden etkilenir. Makul proses ayarları püskürtme izleri ve kaynak çizgileri gibi kusurları önleyebilir.
- Proses kontrolünün önemli noktaları
Başarılı PVC enjeksiyon kalıplama, temel parametrelerin hassas kontrolüne bağlıdır. Sıcaklık kontrolü birincil faktördür. Namlu genellikle 3-5 sıcaklık bölgesine ayrılır. Sıcaklık gradyanı besleme ağzından memeye doğru yükselir ancak ayrışmayı önlemek için maksimum sıcaklık 190°C'yi aşmaz. Enjeksiyon hızı eriyik dolum modunu ve moleküler yönelimi etkiler. Kalın duvarlı ürünler, artık gerilimi azaltmak için düşük hızda doldurulmalı, ince duvarlı parçalar ise erken pıhtılaşmayı önlemek için yüksek hızlı enjeksiyon gerektirir. Tutma basıncı ve süresinin ayarlanması, ürünün çekme oranını ve boyutsal stabilitesini doğrudan etkiler ve ürün yapısına ve malzeme özelliklerine göre optimize edilmesi gerekir. Soğutma süresi tüm döngünün %60-70'ini oluşturur. Soğutma suyu kanallarının tasarımının optimize edilmesi üretim verimliliğini artırabilir. PVC enjeksiyon kalıplama makineleri, süreç stabilitesini ve ürün tutarlılığını sağlamak amacıyla bu parametreleri gerçek zamanlı olarak izlemek ve ayarlamak için çoğunlukla kapalı döngü kontrol sistemleri kullanır.
PVC enjeksiyon kalıplama makinelerinin çalışma prensibi, mekanik tasarım ve malzeme biliminin mükemmel birleşimini içermektedir. Termodinamik ve reolojik süreçlerin hassas bir şekilde kontrol edilmesiyle PVC hammaddeleri farklı işlevlere sahip plastik ürünlere dönüştürülür. Bu ilkelere hakim olmak, üretim süreçlerini optimize etmenin ve kalite sorunlarını çözmenin teorik temelidir.
3. PVC enjeksiyon kalıplama makinesinin ekipman özellikleri ve teknik avantajları
Bir tür özel plastik işleme ekipmanı olarak PVC enjeksiyon kalıplama makinesi, malzeme özelliklerine uygun bir dizi benzersiz tasarıma sahiptir. Bu özellikleri PVC malzemelerin işlenmesinde önemli teknik avantajlar göstermesini sağlar. PVC enjeksiyon makinesinin mekanik yapısından kontrol sistemine kadar her bağlantısı, PVC işlemenin özel ihtiyaçlarına yönelik dikkatli tasarımı yansıtır.
- Özel vida tasarımı
PVC enjeksiyon makinesinin temel özelliği özel vida yapısıdır. Sıradan enjeksiyonlu kalıplama makinesi vidalarıyla karşılaştırıldığında, PVC özel vidalar aşağıdaki özelliklere sahiptir: küçük en boy oranı (L/D) (genellikle 18:1 ile 22:1 arasında), malzemenin kalma süresini azaltır; PVC tozu veya kolayca sıkıştırılabilen parçacıklar için uygun düşük sıkıştırma oranı (yaklaşık 1,8-2,5); kesme hızını ve sürtünmeden kaynaklanan ısı oluşumunu azaltan derin vida oluğu; Eriyik homojenliğini geliştirmek için bariyer bölümü veya karıştırma başlığı eklenmesi. Bu tasarım, PVC'nin zayıf termal stabilitesi sorununu etkili bir şekilde çözer ve plastikleştirme sırasında malzemelerin aşırı ısınmasını ve ayrışmasını önler. Vida malzemesi genellikle çift alaşımlı çelikten yapılır veya PVC işleme sırasında oluşabilecek HCl asit gazıyla başa çıkabilmek için aşınma direncini ve korozyon direncini geliştirmek üzere özel olarak yüzey işlemine tabi tutulur. Ek olarak, PVC enjeksiyonlu kalıplama makinesinin vidasının hız aralığı nispeten dardır (genellikle 30-70 rpm) ve çok yüksek hızın neden olduğu aşırı kesmeyi önlemek için hassas bir şekilde kontrol edilebilir.
- Sıcaklık kontrol sisteminin optimizasyonu






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288